 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Стъпки на формовъчните инструменти за процес на леене под налягане на пластмаса
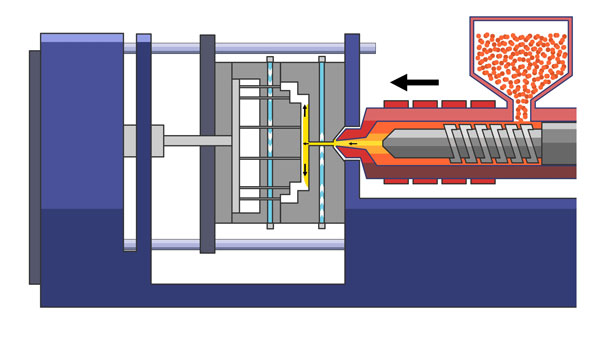
Пластмасовото леене под налягане изисква три основни компонента – машина за леене под налягане, матрица и суров пластмасов материал. Формите за шприцване на пластмаса се състоят от високоякостни алуминиеви и стоманени компоненти, които са машинно обработени, за да работят в две половини. Половинките на формата се събират вътре в машината за формоване, за да образуват вашата персонализирана пластмасова част.

Машината инжектира разтопена пластмаса във формата, където тя се втвърдява, за да се превърне в крайния продукт. Процесът на леене под налягане всъщност е сложен процес с много променливи на скорост, време, температури и налягания. Пълният цикъл на процес за изработване на всяка персонализирана част може да варира от не повече от няколко секунди до няколко минути. По-долу ви предлагаме много кратко обяснение на четири стъпки от процеса на формоване.
ЕТАП 1
Затягане
Преди пластмасата да бъде шприцована във формата, машината затваря двете половини на шприцформата с огромни сили, които предотвратяват отварянето на матрицата по време на етапа на шприцване на пластмаса в процеса.
СТЪПКА 2
Инжектиране
Суровата пластмаса, обикновено под формата на малки пелети, се подава в машината за леене под налягане в зоната на захранващата зона на възвратно-постъпателния винт. Пластмасовият материал се нагрява от температура и компресия, докато винтът пренася пластмасовите пелети през нагретите зони на цевта на машината. Количеството разтопена пластмаса, което се транспортира към предната част на винта, е строго контролирана доза, защото това ще бъде количеството пластмаса, което ще стане крайната част след инжектирането. След като правилната доза разтопена пластмаса достигне предната част на винта и формата е напълно захваната, машината я инжектира във формата, като я избутва в крайните точки на кухината на формата под високо налягане.
СТЪПКА 3
Охлаждане
Веднага след като разтопената пластмаса влезе в контакт с вътрешните повърхности на формата, тя започва да се охлажда. Процесът на охлаждане втвърдява формата и твърдостта на новоотлятата пластмасова част. Изискванията за време за охлаждане за всяка пластмасова формована част зависят от термодинамичните свойства на пластмасата, дебелината на стената на частта и изискванията за размерите на готовата част.
СТЪПКА 4
Изтласкване
След като частта се охлади вътре във формата и винтът е подготвил нов изстрел от пластмаса за следващата част, машината ще разхлаби и отвори пластмасовата форма за шприцване. Машината е оборудвана с механични устройства, които работят с механични характеристики, проектирани в пластмасовата шприцформа за изваждане на частта. Специално формованата част се изтласква от матрицата по време на този етап и след като новата част бъде напълно извадена, матрицата е готова за използване на следващата част.
Много пластмасови формовани части са напълно завършени, след като бъдат извадени от матрицата и просто попадат в окончателната си картонена кутия, за да бъдат изпратени, а други дизайни на пластмасови части изискват последващи операции, след като бъдат формовани под налягане. Всеки персонализиран проект за леене под налягане е различен!
Ако имате някакви въпроси или запитване, не се колебайте да се свържете с нас!
Whatsapp/Mob: +8613396922066
Поща: quotation@hmmouldplast.com
Изпратете запитване



X
Ние използваме бисквитки, за да ви предложим по-добро сърфиране, да анализираме трафика на сайта и да персонализираме съдържанието. Използвайки този сайт, вие се съгласявате с използването на бисквитки от наша страна.
Политика за поверителност