 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


У дома
>
Продукти > Пластмасови форми за автомобилни части
>
Инжекционна форма за капак на автомобилна лампа
Продукти
- Голяма форма за домакински уреди
- Калъп за малки домакински уреди
- Пластмасови форми за домакински части
- Пластмасова форма за медицинско оборудване
- Мухъл за пластмасови офис съоръжения
- Пластмасови форми за автомобилни части
- Пластмасови части за мотоциклети
- Плесен за продукти за домашни любимци
- Пластмасова форма за стол
- Форма за пластмасови промишлени части
- Форма за шприцване на пластмасови щайги
- Пластмасови форми за детски продукти
- Пластмасова тънкостенна форма
- PET заготовка и форма за капачки
- Форма за фитинги за пластмасови тръби
- Пластмасови изделия
- Други плесени






Инжекционна форма за капак на автомобилна лампа
Като професионален производител, бихме искали да ви предоставим висококачествена шприцформа за капак на автомобилна лампа. И ние ще ви предложим най-доброто следпродажбено обслужване и навременна доставка. Ние сме професионален производител на инжекционни форми за капаци на автомобилни лампи в Китай, ако искате да научите повече, можете да се свържете с нас.
Автомобилните светлини се използват главно за осветление, може да се каже, че са очите на автомобила, автомобилните светлини са за цялата система за осветление на автомобила колективно, така че ние правим тази кола за капак на светлините внимателно.
Автомобилните светлини се използват главно за осветление, може да се каже, че са очите на автомобила, автомобилните светлини са за цялата система за осветление на автомобила колективно, така че ние правим тази кола за капак на светлините внимателно.
Изпратете запитване
Описание на продукта
Като професионален производител, бихме искали да ви предоставим висококачествена шприцформа за капак на автомобилна лампа. И ние ще ви предложим най-доброто следпродажбено обслужване и навременна доставка.
Изискванията за външен вид на автомобилната лампа са високи, няколко важни части са прозрачни части, части за галванопластика и т.н., може да се каже, че изискванията за външен вид на автомобила на най-високите части са лампата, така че изискванията за дизайн и производство на мухъл са много високи.
Основните светлинни части на обикновен автомобил са предни и задни фарове. Различните автомобилни светлини имат различна конфигурация, една и съща кола според високата и ниската конфигурация не е една и съща.
Инжекционна форма за капак на автомобилна лампа
Пластмасова форма: Инжекционна форма за капак на автомобилна лампа
Кухина на формата: 1+1
Горещ канал: 4 капки с нагревателни намотки “HOTSET”, отделен температурен контролер
Стомана за формовъчна кухина: DIN 1.2738
Стоманена сърцевина на матрицата: DIN 1.2312
Плъзгаща вложка на формата: DIN 1.2738 с азотиране
Активиране на сърцевината: 4 хидравлични цилиндъра
Пластмасов материал: ABS
Време на цикъл: 40 сек
Срок на доставка: 50 дни
Всяко друго изискване можете да обсъдите с нас.
Представяне на автомобилната лампа
Изискванията за външен вид на автомобилната лампа са високи, няколко важни части са прозрачни части, части за галванопластика и т.н., може да се каже, че изискванията за външен вид на автомобила на най-високите части са лампата, така че изискванията за дизайн и производство на мухъл са много високи.
Основните светлинни части на обикновен автомобил са предни и задни фарове. Различните автомобилни светлини имат различна конфигурация, една и съща кола според високата и ниската конфигурация не е една и съща.
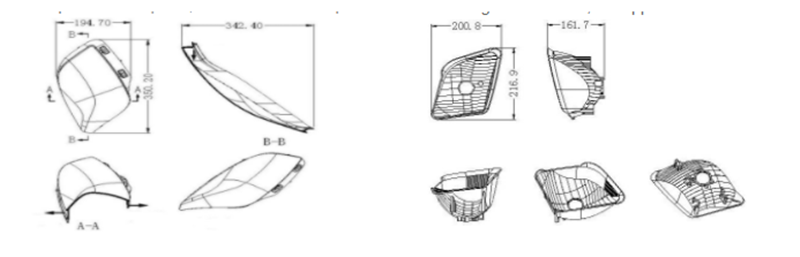
Основните компоненти на предните и задните фарове са: ляво и дясно стъкло, ляво и дясно декоративни рамки, дясно и ляво фарове и дясно и ляво огледала.

Изисквания за външния вид на автомобилната лампа
1 . Оптична леща
Продуктът е прозрачен, вътрешната страна има шарка, изискването за външен вид е високо
2 . Корпус за украса
Външният вид на продукта е алуминизиран, като някои участъци трябва да бъдат матирани
3 . Черупката на лампата
Продукти за вътрешни функции, отвори за капачки, отвори за заден капак и други изисквания за сглобяване.
4 . Рефлектор
Галванични продукти, има строги изисквания за разпределение на светлината, външен вид на алуминиево покритие
Структура на дизайна на матрицата
Пластмасата на автомобилната светлинна обвивка е лесна за прилепване към феномена на фиксираната мухъл, за да се реши превенцията на пластмасовата обвивка на лампата с фиксирана мухъл дизайн е:
* Преди дизайна на матрицата проверете дали наклонът на освобождаване на зоната с голяма сила на затягане на пластмасовите части е по-голям от 3 градуса или повече и се опитайте да го проектирате на повече от 5 градуса, за да избегнете залепването на фиксираната форма и повреждането на влаченето на пластмасови части.
* Обърнатият модел е проектиран от вътрешната страна на пластмасовите части, където формата е лесна за залепване и силата на запечатване е голяма. Дълбочината на обърнатия модел е 0,5~1 mm, а обърнатият модел е проектиран близо до кръглия ъгъл на пластмасовите части.
* Проектирайте армировъчни пръти от вътрешната страна на формованите части, където силата на затягане е голяма, или проектирайте обърната кука на тласкащия прът.
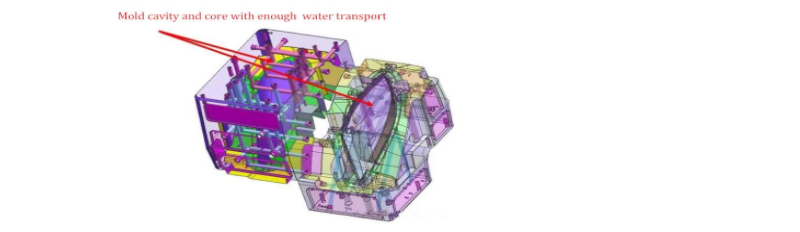
Каналът за охлаждаща вода приема комбинираната форма на "вертикална водопроводна тръба + наклонена водопроводна тръба + щранг с воден кладенец", а охладителната система предпочитано приема вертикална водопроводна тръба. Следва наклонена водопроводна тръба, едва след това ИЗПОЛЗВА кладенец тип преграда.
Комбинираният охлаждащ канал е равномерно подреден и близо до кухината, което е подходящо за шприцформи с голяма партида и висока точност. Недостатъкът му е, че обработката на тръбите за охлаждаща вода е по-обезпокоителна.
В дизайна на формата зоната с голяма сила на задържане на пластмасовите части се дължи на наклона на матрицата от повече от 5 градуса, а обърнатият модел с дълбочина 0,5 mm е проектиран от страната на движещата се форма.
Следователно изхвърлянето и отстраняването на формата е гладко, механизмът се движи плавно, формата е безопасна, стабилна и надеждна и матрицата не се придържа към феномена на фиксираната форма, като успешно решава проблема с пластмасовите части на корпуса на лампата, залепнали върху фиксирана форма. След пробно производство, моделът има добър ефект на натоварване и стабилен размер.
Предимство на компанията Hongmei Mold
- Безплатен дизайн: Включително дизайн на част и дизайн на матрица
- Обслужване: 24 часа онлайн обслужване
- Оборудване: Петосни високоскоростни фрезови машини
Триосни високоскоростни фрезови машини
CNC фрезови машини
Машини за дълбоко пробиване на отвори
Мащабни фрезови машини
CNC машини за гравиране
Електрически искри (EDM)
нож за тел
Свържи се с мен
Горещи маркери: Калъп за впръскване на капака на автомобилната лампа, Китай, Персонализирано, Качество, Мода, Нов стил, Горещо продаване, Популярно, Евтино, Купуване, Най-новите продажби, Търговия на едро, Най-новото, Ниска цена, Фабрика, Произведено в Китай, Цена, Производители, Доставчици, OEM, ODM, доставка навреме, безплатна проба
Продуктов етикет
Изпратете запитване
Моля, не се колебайте да изпратите вашето запитване във формата по-долу. Ще ви отговорим до 24 часа.









X
Ние използваме бисквитки, за да ви предложим по-добро сърфиране, да анализираме трафика на сайта и да персонализираме съдържанието. Използвайки този сайт, вие се съгласявате с използването на бисквитки от наша страна.
Политика за поверителност