 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Продукти
- Голяма форма за домакински уреди
- Калъп за малки домакински уреди
- Пластмасови форми за домакински части
- Пластмасова форма за медицинско оборудване
- Мухъл за пластмасови офис съоръжения
- Пластмасови форми за автомобилни части
- Пластмасови части за мотоциклети
- Плесен за продукти за домашни любимци
- Пластмасова форма за стол
- Форма за пластмасови промишлени части
- Форма за шприцване на пластмасови щайги
- Пластмасови форми за детски продукти
- Пластмасова тънкостенна форма
- PET заготовка и форма за капачки
- Форма за фитинги за пластмасови тръби
- Пластмасови изделия
- Други плесени







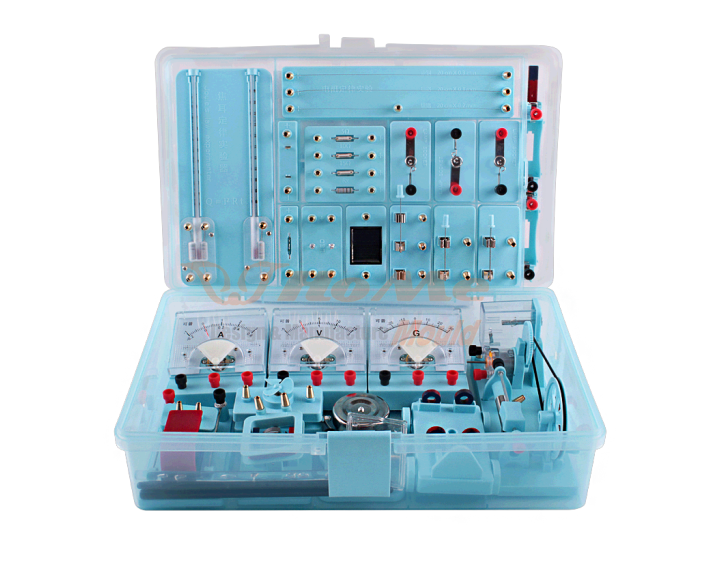
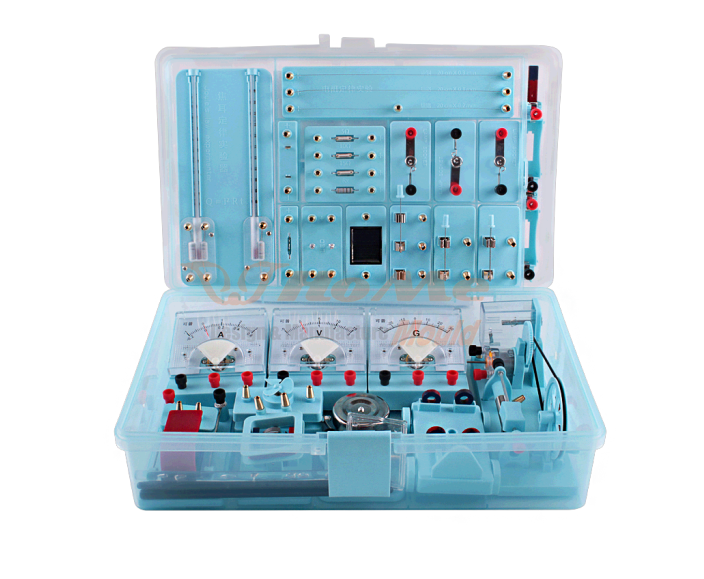
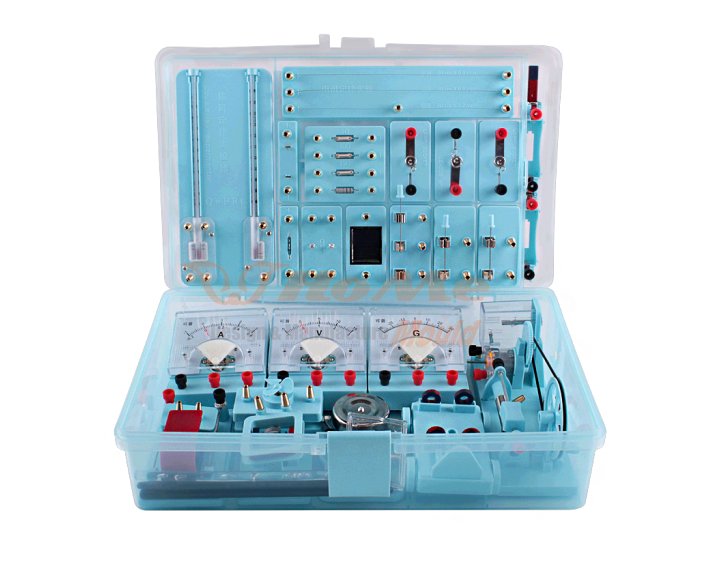
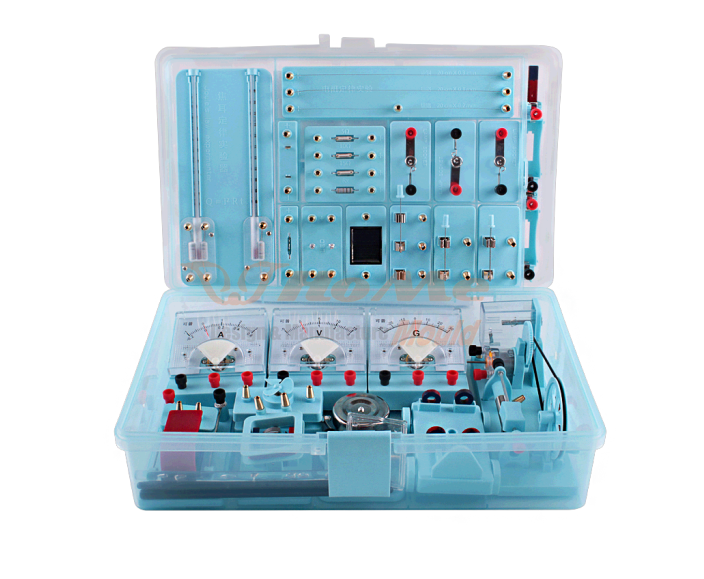
Пластмасова детска кутия за учене
Като професионален производител бихме искали да ви предоставим висококачествена пластмасова кутия за учене за деца. И ние ще ви предложим най-доброто следпродажбено обслужване и навременна доставка. Ние сме професионален производител на пластмасови кутии за деца в Китай, ако искате да научите повече, можете да се свържете с нас.
Hongmei е фабрика за шприцформи за пластмаса и бихме могли да произвеждаме всички видове кутии, като индустриална кутия за инструменти, кутия за риболов, кутия за първа помощ, кутия за охлаждане и друга домакинска кутия.
Hongmei е фабрика за шприцформи за пластмаса и бихме могли да произвеждаме всички видове кутии, като индустриална кутия за инструменти, кутия за риболов, кутия за първа помощ, кутия за охлаждане и друга домакинска кутия.
Изпратете запитване
Описание на продукта
Като професионален производител бихме искали да ви предоставим висококачествена пластмасова кутия за учене за деца. И ние ще ви предложим най-доброто следпродажбено обслужване и навременна доставка.
Детайли на пластмасова кутия за учене
Формовъчна стомана: H13
Размер на частта: 330*330*390 мм
Размер на формата: 660*660*580 мм
Система за впръскване: щифт за впръскване
Бегач: Студен бегач
Време за инжектиране: 30s
Полски: зърнеста кожа
Време за доставка: 40 дни
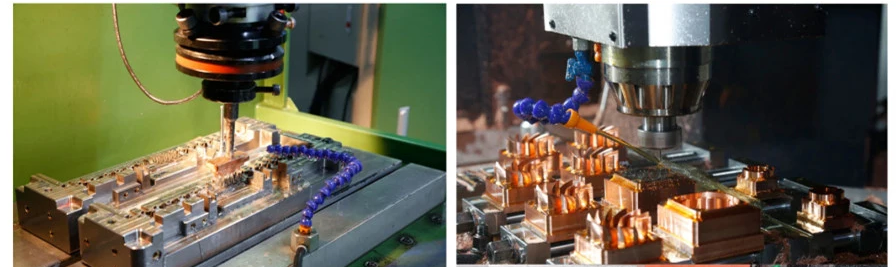
Как да направите пластмасова детска кутия за учене
Първо, стоманеният материал трябва да бъде избран за кухината на формата и частта на кухината на сърцевината на матрицата. В допълнение, стоманеният материал с висока твърдост трябва да се използва като основа на матрицата и след това трябва да се изберат подходящите стандартни части на матрицата. Добрата система за пълнене с пластмасов материал изисква специална помощ от системата за горещ канал. Формоване и осигуряване на най-добра охладителна система
Добрият дизайн на структурата на матрицата е предпоставка за квалифицирано производство на форми. Дизайнерите на матрици и стилистите на компанията имат повече от 13 години професионален опит в проектирането и производството на форми и могат да анализират всички аспекти на структурата на матрицата и структурата на продукта (включително: анализ на потока на матрицата). , наклон на освобождаване на формата, микрокосмос на повърхността на продукта, дизайн на системата за леене, дизайн на изпускателната система, дизайн на охладителната система и т.н.) Най-важните и най-трудните проблеми на тези форми са многократните тестове при проектирането на структурата на матрицата.

Основните етапи на тестването на матрицата
1. Проверете дали пластмасовият материал в цевта е правилен и изпечете според изискванията.
2. Тръбата за материала трябва да бъде старателно почистена, за да се предотврати навлизането на лошо лепило или смес във формата, тъй като лошото лепило и сместа ще запушат матрицата. Проверете температурата на тръбата за материала и формата, за да видите дали е подходяща за материала.
3, регулирайте налягането и инжектирането, за да произведете задоволителен външен вид на продукта, но не може да работи с флаш, особено кухината и някои готови продукти не са напълно замразени, трябва да се вземат предвид различни условия на контрол, преди настройката, тъй като пълнежът на формата скоростта се промени малко, ще доведе до огромна промяна.
4. Търпеливото изчакване машината и матрицата да бъдат в стабилно състояние може да отнеме повече от 30 минути, дори за средно големи машини. Използвайте това време, за да видите какво може да се обърка с крайния продукт.
5. Времето за напредване на винта не трябва да бъде по-малко от времето за втвърдяване на пластмасата върху портата, в противен случай теглото на готовия продукт ще бъде намалено и производителността на крайния продукт ще бъде унищожена. Когато матрицата се нагрее, времето за придвижване на винта се удължава, за да се компресира крайният продукт.

6. Разумно коригирайте и намалете целия цикъл на обработка.
7. Новото стационарно състояние отнема най-малко 30 минути и след това непрекъснато произвежда най-малко 12 продукта с пълна форма, най-много дата, количество и индивидуална позиция, според кухината, стабилността на инспекционната операция и разумния контрол на толерантност към излизане.
8. Измерете и запишете важните размери на непрекъснатата проба (след охлаждане до стайна температура).
Как да избегнем повреда при леене под налягане?
Сред петте основни форми на повреда на матрицата, повреда от термична умора е по-вероятно да възникне при горещо обработени форми с големи температурни разлики между горещи и студени форми, докато други четири различни форми могат да се появят на всички видове форми. Често има тесни връзки между различните форми на провал и улеснение между взаимодействията.
Някои следи от канали, причинени от износване, често са предразположени към различни явления, като пукнатини от умора и пукнатини от термична умора, и ако някои дълбоки и остри канали са сами по себе си, те могат да станат точка на напукване на еднократно счупване. След като на повърхността на частта се появят пукнатини от умора и термична умора, качеството на повърхността ще се влоши сериозно и явлението износване ще се засили. Върхът на пукнатината ще причини различни концентрации на напрежение и ще се превърне в често срещан източник на счупване.
Въпреки че износването на матрицата ще доведе до повреда на важни части от матрицата, при нормални нормални работни условия, матрицата може да работи стабилно и ефективно за дълго време, преди износването да се повреди. Всъщност ефективният живот на формите, за които говорим, се определя най-вече от износването. За тези форми отказът от износване на пластмасовите форми се отнася до тяхната нормална загуба на производителност, а ефективният живот на износване е основата за определяне на очаквания живот на формата.
Ефективният живот на някои тежкотоварни форми, като пресформите за студено екструдиране, се определя главно от отказ от умора. Ефективният живот на някои форми с голяма температурна разлика между студ и топлина, като форми за леене под налягане, се определя главно от термична умора. Формите обикновено имат дълъг ефективен живот преди умора и термична умора, но ние все още рутинно ги считаме за ранни повреди на формата. Ако има проблем с качеството на матрицата или ако матрицата е с отстраняване на грешки или се използва неправилно, може да възникне пластична деформация и повреда на продукта на различни етапи от използването на матрицата и след като това се случи, последствията вероятно ще бъдат фатални за мухълът. Те са и основната форма на повреда в ранните етапи на образуване на мухъл.
Как да осигурим и подобрим живота на формите за леене под налягане, от една страна, чрез различни начини за осигуряване и подобряване на устойчивостта на износване на важни части от матрицата, доколкото е възможно, така че формата да има достатъчна твърдост, за да предотврати износването и да намали живот, от друга страна. Трябва да се вземат различни мерки, за да се предотврати ранната повреда на различни части на матрицата и да се гарантира, че матрицата може да работи безопасно и стабилно по време на ефективния експлоатационен живот.
Спестяване на мухъл &. Полиране
Полирането за спестяване на мухъл е процесът на шлайфане на повърхността на сърцевината на матрицата и сърцевината на матрицата с абразивни материали като маслен камък, шкурка и др. Целта е да се премахнат огнените шарки и линиите на ножовете на матрицата в началото на обработката и да се направи пластмасови продукти, лесни за изваждане от формата по време на шприцване и правят повърхността на сърцевината на формата да достигне необходимата гладкост на пластмасовия продукт.
Полирането, което спестява мухъл, обикновено се разделя на широк и тесен смисъл в индустрията.
Тесният смисъл обикновено се отнася до използваните абразивни материали като шкурка и точилен камък. Полираната повърхност на матрицата обикновено е гладка и няма да има високо покритие и огледална повърхност, което е ранният процес на смилане на процеса на полиране, спестяващ матрицата. Гладкостта, постигната чрез шлайфане, е разделена от ниска към висока: B3.B2.B1, съответният номер на шкурка е: 400, 800, 1200.
Обобщението на полирането за спестяване на мухъл обикновено включва и процедури за полиране на мухъл.
Абразивните материали, използвани за полиране на матрици, обикновено са: вълнено колело, филцов лист, фолийна хартия, диамантена шлифовъчна паста. Използваното оборудване за полиране на форми обикновено е пневматична или електрическа ултразвукова машина за полиране на форми. Повърхността, достигната от полирането на матрицата, е огледална повърхност, а процесът на полиране на матрицата се нарича също огледално полиране.
Огледалната повърхност, полирана от формата, е разделена на A2 / A1 / A0 от ниско до високо. Продуктите, съответстващи на крайната степен, обикновено са:
A2: Конвенционални домакински уреди като сешоари,
A1: Силно лъскава обвивка на мобилен телефон, форма за лампа за кола
A0: Аксесоари за мобилни телефони на Apple като зарядни устройства, прозрачни лещи
Каква форма е направена от HongMei?
Форма за стол: включително обикновен PP стол, PC стол, ратанов стол, също с плажен стол, стол с/без ръка, автобусен стол и т.н. помагаме на клиентите да решат проблема с подреждането на столове; можем да намерим решение за реализиране на смяна на вложката на машината за шприцване.
Форма за маса: по време на проектирането ще обмислим да направим структурата против деформация, за да избегнем деформацията след инжектиране.
Форма за кошници: имаме набор от зрели технологии за пластмасови форми за кошници, включително форми за кошници за плодове, форми за кошници за зеленчуци, форми за кошници за пазаруване, форми за кошници за пране, форми за дренажни кошници, сгъваеми кошници за плодове, ръчни пластмасови форми за кошници и т.н.
Форма за контейнери за съхранение: форма за единични контейнери, пълен комплект шкафчета за съхранение, прозрачна форма за контейнери, форма за контейнери с тънка стена.
Форма за кухненски прибори: включително форма за прибори за хранене, форма за поставка за съдове, пластмасова форма за дъска за рязане, пластмасова форма за кошница за зеленчуци, форма за дренаж и кошница, форма за лъжица за вода, форма за пластмасови чинийки, форма за мивка, форма за решетка за лед, форма за белачка, форма за отварачка за бутилки и скоро.
Форма за домакински уреди: включително форма за климатик, форма за телевизор, форма за перална машина, форма за сушилня за ръце, форма за вентилатор, форма за капак на батерията и др.
Мухъл за авточасти: калъп за автоматична броня, калъп за автоматична решетка, калъп за интериор на автомобил, калъп за автоматична лампа, калъп за автоматична врата и др.
Пластмасовата форма включва малка и голяма форма, проста структура и сложна структура, форма от една част и форма за монтажна част, непрозрачна част и форма за прозрачна част, ние можем да предоставим на клиентите разумно и професионално решение за матрица, за да спечелим всички.
Също така Hongmei Mold може да направи алуминиева форма за леене под налягане, SMC/BMC форма и др.
Свържи се с мен
Горещи маркери: Пластмасова кутия за учене за деца, Китай, Персонализирано, Качество, Мода, Нов стил, Горещо продаване, Популярно, Евтино, Купуване, Последни продажби, Търговия на едро, Най-нови, Ниска цена, Фабрика, Произведено в Китай, Цена, Производители, Доставчици, OEM, ODM, доставка навреме, безплатна проба
Изпратете запитване
Моля, не се колебайте да изпратите вашето запитване във формата по-долу. Ще ви отговорим до 24 часа.









X
Ние използваме бисквитки, за да ви предложим по-добро сърфиране, да анализираме трафика на сайта и да персонализираме съдържанието. Използвайки този сайт, вие се съгласявате с използването на бисквитки от наша страна.
Политика за поверителност